 КЦ»ъЦ±ПЯЈє
КЦ»ъЦ±ПЯЈє ЧЙСЇИИПЯЈє0571-56211150
ЧЙСЇИИПЯЈє0571-56211150








ПЦУР·ЁАјЛЬјюЈ¬¶ФУЪЖдДЈѕЯЅЅЧўПµНіИ·¶ЁЅПОЄА§ДСЈ¬ґ«НіµДДЈѕЯµДЅЅЧўПµНіЦ»ДЬТАїїѕСйАґИ·¶ЁЈ¬ХвСщЙијЖµДЅЅЧўПµНіНщНщДСТФґпµЅАнПлµДідМоР§№ыЈ¬»№ИЭТЧµјЦВіЙРОµДЛЬјюіцПЦСПЦШµДИЫєПОЖµИИ±ПЭЈ¬У°ПмІъЖ·µД±н№ЫЦКБїЎЈ
ПЦФЪФЛУГHSCAEИнјюЅшРРДЈДвУРПЮФЄ·ЦОцЈ¬їЙТФ¶ФДЈѕЯµДЅЅЧўПµНіЅшРРЧјИ·µДДЈДвЈ¬ДЬїґµЅЙијЖµДІ»Н¬µДЅЅЧўПµНіІъЙъµДіЙРНР§№ыЎЈ
µјИлµДІъЖ·µДНшёсИзНјЛщКѕЈ¬ёГНшёсµДЦКБїЅПІоЈ¬ОЮ·ЁЅшРР·ЦОцЎЈКЧПИФЪHSCAEИнјюНшёс№ЬАнЖчЦРЈ¬¶ФґЛІъЖ·ЅшРРНшёс»®·ЦЈ¬µҐ»ч“Ншёс”ІЛµҐАпµД“ЙъіЙНшёс”ГьБоЈ¬Ншёс±Яі¤ЙиОЄ“4.53mm”ѕ№э»®·ЦµДНшёсНјРОИзНјЛщКѕЎЈ
НЁ№эНшёсЖАјЫЈ¬їЙТФїґіцНшёсЦКБїµДєГ»µЈ¬µҐ»ч“ОДјю”ІЛµҐАпµД“Ншёс”ГьБоЈ¬µЇіцПВАІЛµҐЈ¬СЎФс“НшёсЖАјЫ”ГьБоЈ¬»сµГНшёсЖАјЫµДЅб№ыЈ¬ИзНјЛщКѕЎЈ
УЙНјїЙТФїґіцЈ¬НшёсЖАјЫµДЅб№ыКЗЈє№ВБўФЄЛШЎўБгГж»эµҐФЄЎўЧФУЙ±ЯЅзЎўПаЅ»ґнОуЎўБгєс¶ИЎўі¤ёЯ±ИЎўµҐФЄЕд¶Ф¶јНЁ№эЈ¬НшёсЦКБїґпµЅ·ЦОцµДТЄЗуЎЈ
µгЅЅїЪЙиЦГОЄ“ЖрКјЦ±ѕ¶ОЄ2mmЈ¬ЦХЦ№Ц±ѕ¶ОЄ5mmЈ¬ЅШГжОЄФІРОЈ¬і¤¶ИОЄ30mm”Ј¬·ЦБчµАЙиЦГОЄЈє“Ц±ѕ¶ОЄ6mmЈ¬і¤¶ИОЄ180mmЈ¬ЅШГжОЄФІРО”Ј¬ЦчБчµАЙиЦГОЄЈє“ЖрКјЦ±ѕ¶ОЄ6mmЈ¬ЦХЦ№Ц±ѕ¶ОЄ2mmЈ¬ЅШГжОЄФІРО”ИзНјЛщКѕЎЈ
ІаЅЅїЪЙиЦГОЄ“ЖрКјОЄ2mmЈ¬ЦХЦ№ОЄ2mmЈ¬ЅШГжОЄФІРОЈ¬і¤¶ИОЄ5mm”Ј¬·ЦБчµАЙиЦГОЄ“Ц±ѕ¶ОЄ4mmЈ¬ЅШГжОЄФІРОЈ¬і¤¶ИОЄ105mm”ИзНјЛщКѕЎЈ
ИзНјЛщКѕЈ¬ІЙУГµгЅЅїЪµДК±јдОЄ0.57sЈ¬ІЙУГІаЅЅїЪµДК±јдОЄ0.52sЈ¬К±јдЙПАґїґЈ¬БЅЦЦЅЅЧўПµНіЈ¬ИЫМеідМоРНЗ»µДК±јд¶јІоІ»¶аЎЈ
ИЫЅУєЫКЗЛЬјю±нГжµДТ»ЦЦПЯЧґєЫјЈЈ¬ПµУЙЧўЙдЦРИфёЙ№ЙБПБчФЪДЈѕЯЦР·ЦБч»гєПЈ¬ИЫМеФЪЅзГ洦δНкИ«ИЫєПЈ¬±ЛґЛІ»ДЬИЫЅУОЄТ»МеЈ¬ФміЙИЫєПУЎјЈЈ¬У°ПмЛЬјюµДНв№ЫЦКБїј°Б¦С§РФДЬЎЈ
НЁ№эХвБЅёцНјРОЈ¬їЙТФїґіцЈ¬ІЙУГµгЅЅїЪµДЈ¬ЛЬјюЙПИЫЅУєЫ·ЦІјФЪЛЬјюµДНв±нГжЙПЈ»ІЙУГІаЅЅїЪµДЈ¬ЛЬјюЙПИЫЅУєЫ·ЦІјФЪЛЬјюµДДЪІаёф°еЙПЎЈґу¶аКэЗйїцЈ¬ѕЎБїИГИЫЅУєЫО»УЪЛЬјюµДДЪІаЈ¬ХвСщІ»У°ПмЛЬјюµДНв№ЫЎЈ
ЖшСЁТІіЖЧчЖшЕЭ»тЖшїЧЈ¬КЗФЪіЙРНЦЖЖ·ДЪІїЛщРОіЙµДїХП¶Ј®РОіЙЖшСЁµДФТтУРЈє
УЙУЪЕЕЖшІ»БјµИТтЛШФміЙИЫМеЦРµДЛ®·Ц»т»У·ўіЙ·Ц±»·в±ХФЪіЙРНІДБПЦРЛщРОіЙµДЖшСЁЎЈЅЅЧўПµНіЦРЅЅїЪµДЙиЦГ¶ФЕЕЖшІ»БјУРєЬґуУ°ПмЎЈ
БЅЦЦЅЅїЪ¶јУРЖшСЁІъЙъЈ¬µ«КЗІЙУГµгЅЅїЪµДЖшСЁЙЩТ»µгЈ¬ІЙУГІаЅЅїЪµДЖшСЁ¶аТ»µгЎЈ
ЛЬБПµДКХЛхЦёКэКЗЦёЛЬјюФЪіЙРНОВ¶ИПВµДіЯґзУлґУДЈѕЯЦРИЎіцєуАдИґЦБКТОВєуіЯґзЦ®ІоµД°Щ·Ц±ИЎЈКХЛхЦёКэ·ґУіµДКЗЛЬјюґУДЈѕЯЦРИЎіцАдИґєуіЯґзЛхјхµДіМ¶ИЎЈНјОЄІЙУГµгЅЅїЪµДЛЬјюКХЛхЦёКэОЄ-0.02Ј¬КХЛхЦчТЄјЇЦРФЪДЪІїёф°еµШ·ЅЎЈИзНјІЙУГІаЅЅїЪµДЛЬјюКХЛхЦёКэОЄ-0.02Ј¬ХыёцЛЬјюКХЛхіМ¶ИІоІ»¶аЎЈ
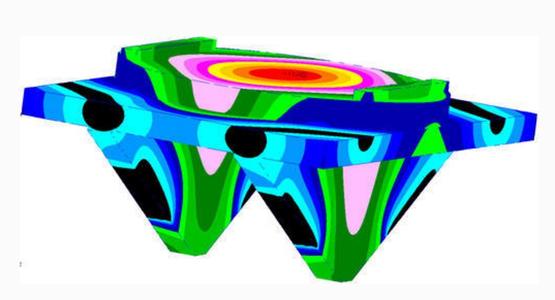
С№Б¦іЎ±нГчФЪИЫМеідМоРНЗ»К±С№Б¦µД±д»ЇЎЈИзНј¶ФУЪµгЅЅїЪЈ¬Чоґуґ¦С№Б¦ОЄ112MPaЈ¬ЧоРЎґ¦С№Б¦ОЄ81.35MPaЈ®ИзНј¶ФУЪІаЅЅїЪЈ¬Чоґуґ¦С№Б¦ОЄ137MPaЈ¬ЧоРЎґ¦С№Б¦ОЄ91.96MPaЎЈ
ЧўЙдС№Б¦УЙЧўЙд»ъМṩЈ¬Ц»ТЄЧўЙд»ъ¶ЦО»ДЬ№»ВъЧгТЄЗ󣬻щ±ѕИЫМеідМоРНЗ»ЛщРиТЄµДС№Б¦¶јДЬ№»ВъЧгТЄЗуЎЈ
ЧЫєПТФЙПБЅЦЦ·Ѕ°ёЈ¬СЎФсµЪТ»ЦЦ·Ѕ°ёЅПєГЎЈФЛУГHSCAEИнјю°пЦъ·ЦОцЅЅЧўПµНіµД·Ѕ°ёЈ¬МбёЯБЛЙијЖµДР§ВКЈ¬ІўЗТК№µГДЈѕЯµДЙијЖёьОЄєПАнЎЈ
ЧЁТµґУКВ»ъРµІъЖ·ЙијЖ©¦УРПЮФЄ·ЦОц©¦CAE·ЦОц©¦Ѕб№№УЕ»Ї©¦јјКх·юОсУлЅвѕц·Ѕ°ё
єјЦЭДЗМ©їЖјјУРПЮ№«Лѕ
±ѕОДіцЧФєјЦЭДЗМ©їЖјјУРПЮ№«Лѕwww.nataid.comЈ¬ЧЄФШЗлЧўГчіцґ¦єНПа№ШБґЅУЈЎ