 手机直线:
手机直线: 咨询热线:0571-56211150
咨询热线:0571-56211150








热轧无缝钢管生产工艺是将坯料通过一系列加工工序加工为成品无缝钢管的复杂过程,其一般生产工艺过程包括加热、穿孔、轧管、均整、定减径、冷却等。无缝钢管定减径过程是无缝钢管生产工艺的最后一道工序,通过将外径大于成品管但基本达到壁厚尺寸和精度要求的荒管,采用定减径机定减径加工成符合标准要求的成品管,或是通过扩径使荒管成为达到标准要求的成品管。减径机的类型很多,常见的有二辊式减径机、三辊式减径机和四辊式减径机。目前国内外应用最多的是三辊减径机,该轧机中三个轧辊轴线互成120°夹角;相邻机架按正三角形或倒三角形交错布置,保证轧件被均匀轧制,从而保证成品管的表面精度和质量。三辊轧机因其具有较多优点得到广泛应用。在轧制过程中,轧辊受到的轧制力通过传动轴和轴承传给机架,机架承受很大的轧制力作用,其变形能力和强度将直接影响最终成品管的尺寸精度,因而杭州那泰有限元分析公司对三辊机架进行有限元分析研究,以期为实际生产工艺提供参考依据。
现代无缝钢管定减径工艺采用三辊减径机机组。三辊机架的内部结构,外部电机通过鼓形齿联轴器1将转矩传递给主动轴5,主动轴5与从动轴6、7固定安装在机架2上,在每个传动轴上都装有一个尺寸相同的轧辊,并且3个轧辊轴线在同一平面内,两根从动轴通过锥齿轮与主动轴相连,从而保持三辊同速轧制,轧机工作时通过调节电机转速来调节轧辊转速,以满足工作要求。三辊机架在正常工作时,受到几个力的共同作用:通过传动轴轴承作用在机架内、外支撑面上的轧制力;由钢管轧制速度变化引起的作用于机架支撑面上的惯性力;由于钢管所受前后张力不同而产生的作用于机架支撑面上的水平力;由于轧辊工作时的轴向跳动而产生的作用于机架支撑面上的约束力;由于螺钉装配对机架所产生的水平挤压力。上述各力中以轧制力最大,其它各力与之相比数值都很小,故而忽略不计,分析时只考虑轧制力对机架的影响。
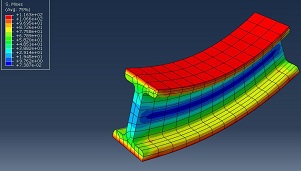
由计算可知,定、减径机上的轧制力波动在(20~60)kN左右,在定减径初期,轧制力在第三架时达到最大值,在工作机架时轧制力达到稳定状态,进入成品机架之后轧制力逐渐降低,至最后一架轧制力达到最小值。金属轧制过程属于塑性变形过程,第四强度理论认为引起材料屈服破坏的主要因素是形状改变比能,即无论什么应力状态,只要构件内一点处的形状改变比能达到单向应力状态下的极限值,材料就要发生屈服破坏。故采用von Mises屈服准则来检验机架强度要求,分析机架在最大轧制力作用下工作时受到的最大等效应力是否满足机架强度要求,以及最大等效应变和位移是否在允许范围之内,最后根据模拟结果对机架结构进行改进设计。
取1/2机架模型进行分析,首先在Pro/E中建立机架三维模型,然后将此模型导入ANSYS软件中施加约束和载荷进行有限元分析和改进设计。经简化后的机架三维模型,机架材料为ZG310-570,其屈服强度为310MPa,抗拉强度为570MPa,密度为(7.8×103)kg/m3;泊松比为0.3,弹性模量为180GPa。采用8节点SOLID45 单元类型,在ANSYS中为模型定义上述参数,施加约束与载荷。
专业从事有限元分析公司│有限元分析│CAE分析│FEA分析│技术服务与解决方案
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.nataid.com,转载请注明出处和相关链接!