 手机直线:
手机直线: 咨询热线:0571-56211150
咨询热线:0571-56211150








双金属复合无缝钢管具有较强的耐蚀性能及综合性能,可大大降低管道生产和维护成本,因此己经在腐蚀性较强的石油、石化、核电、海洋平台以及医药等领域获得广泛认同。目前,斜轧技术在无缝钢管的生产过程中已经得到广泛的应用,不仅用于穿孔工序,还用在轧管、均整、定径、延伸、扩经和旋压等基本工序。
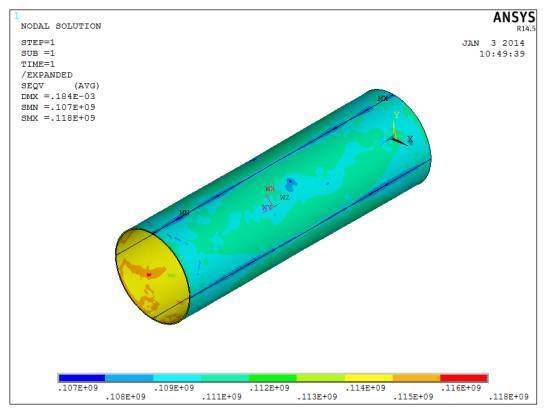
杭州那泰有限元分析公司以碳钢Q235为外层基体、SUS316L不锈钢为内层双金属复合钢管为主要研究对象,应用高级非线性有限元MSC.MARC软件,对双金属无缝钢管斜轧过程建立热力耦合模型并进行有限元分析模拟,获取了斜轧稳定阶段的空间应力分布,绘制了管坯斜轧过程中辊缝下断面沿圆周的应力分布曲线,并根据应力分布特点解释了钢管斜轧过程成形机理。文中研究成果可以在无缝钢管斜轧成型工艺设计时作为参考。
三维双金属复合无缝钢管斜轧模型,管坯材质为外层碳钢Q235、内层 SUS316L不锈钢;轧辊为锥形辊,辊距为65mm,导距为74mm,芯棒直径为6mm;咬入角α为10.5°,辗轧角β为15°,轧辊转速为50r/min。管坯外层金属:Φ74mm×5mm、内层层金属Φ67mm×3mm;管坯共划分7200个单元,9182个节点。计算中采用更新的拉格朗日算法、Prandtl-Reuss流动方程和Von Mises屈服准则处理两辊斜轧过程中的三维大变形问题,两辊斜轧有限元模型以及网格划分情况。
管坯外层金属Q235和管坯内层金属SUS316L不锈钢分别从MSC.MARC的材料库中选Qst32-3和XSCrNiMo18-10。
轧辊、芯棒与导板均视为刚形体,为了给管坯一个初始速度来实现管坯的咬入,模型中设置了一个推板,以一定的速度作用于管坯尾部。推板相当于实际斜轧时的推钢机,当管坯被咬入后,推板停止运动,随后,由轧辊接触边界带动管坯向前运动实现斜轧过程;管坯的初始温度设为1150℃;环境温度取25℃、轧辊和导板温度取200℃。
管坯与轧辊接触面间遵循剪切摩擦定律,它们之间的摩擦因数为0.7;管坯的自由表面与周围环境之间的等效换热系数为0.17N/(s·mm·℃) ,管坯与轧辊之间接触传热系数为20N/( s·mm·℃);管坯变形时变形功转换成热的转换系数为0.9;管坯与轧辊接触表面摩擦产生热量平均分配给工件和轧辊。
经过有限元仿真模拟,可以观察到两辊斜轧双金属管坯时,管坯从咬入、减径、减壁到辗轧抛出的全过程要经过一个由圆形、椭圆形再到圆形的变形过程。管坯在轧辊入口锥被咬入后,首先径向受到压缩减径,使空心双金属管坯的内表面逐渐贴近芯棒,并初步形成一个椭圆形的断面形状,为经过轧辊的集中变形区时聚集足够的轧制咬入力。在管坯将要达到辊喉位置时,受到减径减壁的大变形。随后进入精整段后,由于轧辊精整段平行于芯棒,此时双金属管坯受到均匀辗轧。在轧辊出口锥定型段,孔喉逐渐变大,管坯变形加剧,椭圆形压扁逐渐消失,直到双金属管坯被归圆抛出轧辊。
专业从事有限元分析公司│有限元分析│CAE分析│FEA分析│技术服务与解决方案
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.nataid.com,转载请注明出处和相关链接!