 手机直线:
手机直线: 咨询热线:0571-56211150
咨询热线:0571-56211150








石油工业中,套管是加固井壁形成井筒所用的钢管。壁厚很薄的薄壁套管,由于其硬度高,极易变形且外型复杂,加工精度要求较高,故需要通过数控技术与工艺装备的有效结合,确保其加工精度要求。所加工薄壁套管硬度为150HB(材料为Incoloy825),最后壁厚6.5mm。由于其长度接近600mm,且加工精度要求较高(外圆为0.06mm的尺寸公差,0.01mm的同轴度公差)、产品外型比较复杂(外表面镶嵌多处通槽和通孔)。鉴于这些特点,难以保证其薄壁套管加工精度。因此通过装夹以及铣削加工有限元分析,对薄壁件的加工变形作出准确分析,并为铣削加工制造工艺的改进提供理论依据。
铣削时,薄壁套管所受的切削力可按照纵向、横向和垂直进给方向分解为3个铣削分力。由于机床在机床升降台的运动方向上工艺系统刚度最低,故垂直进给分力Fv值容易导致机床振动。在生产实践中,经常遇到铣削力的计算问题。在生产实际中,铣削力可运用理论公式和经验公式进行快速估算。在考虑刀具对其铣削力影响的基础上,选用四因素四水平正交回归分析法,其考虑因素包括铣削速度n、进给量fz、铣削深度ap和铣刀名义半径R。
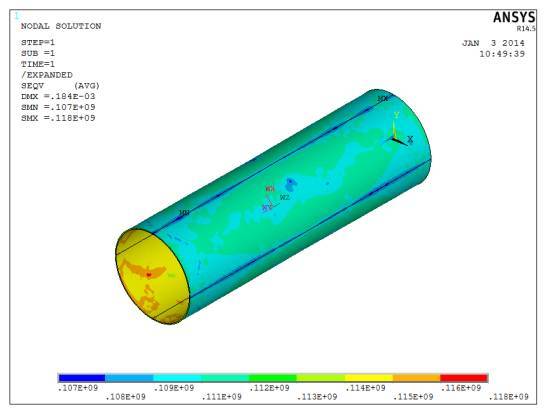
薄壁套管铣削加工常用到的一组铣削数据如下:主轴转速n=2100r/min;进给量fz=300mm/min;铣削深度ap=0.5mm;铣刀名义半径R=5mm。对应于这组参数的铣削力大小为Fv=137.8N。选用这组铣削参数对应下的铣削力进行薄壁套管的有限元模拟加工,考虑到到生产实际中薄壁套管在其厚度方向上远小于其长度与宽度,故在有限元模拟中,只需要输入铣刀轴向的铣削力Fv=137.8N。
杭州那泰有限元分析公司主要针对薄壁套管局部加工变形进行研究。由于加工机床轴线方向刚度或者工件刚度不足,由于铣削力所引起局部加工变形,导致其实际铣削参数与加工要求有差距,降低薄壁套管加工精度。有限元模型预测铣削力适用于在不具备实验条件或只需做少量实验且需有限元预测的铣削力进行验证的情形,有限元模型预测铣削力的优势在于可修改参数来探讨计算参数改变对其铣削力的影响规律,直到有限元模型预测铣削力与实验所得数据相近。
薄壁套管铣削加工并不适合去除材料进行有限元模拟分析,因为在其精加工过程中,铣刀直径、铣削深度和铣削宽度都非常小,所去除的材料相对套管本体而言是非常小的,因此通过有限元分析来了解装夹与铣削综合作用下的变形与应力。
有限元模型的建立。通过有限元软件中Workbench建立其薄壁模型,其薄壁套管长度为598.5mm,直径为129.8mm,壁厚6.5mm,用Workbench进行模拟分析,忽略其通槽以及通孔。材料模型的选取。薄壁套管选用材料为Incoloy825,其中Incoloy825合金通过合适的加热方法加热到900~1150℃,采用水淬冷却方式,最后进行一定冷加工去应力处理。Incoloy825合金的特点是易于加工、导热系数高、切削温度有限和化学磨损较小,且适于进行高速切削,常常用来加工比较大型#壁薄的复杂零件。Incoloy825的弹性模量E=195GPa,泊松比μ=0.3。有限元网格划分。对于薄壁套管,可以通过扫掠的方法进行网格划分,划分后的网格为六面体单元,在其分析中可以简化不考虑其去除材料的影响。
专业从事有限元分析公司│有限元分析│CAE分析│FEA分析│技术服务与解决方案
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.nataid.com,转载请注明出处和相关链接!