 手机直线:
手机直线: 咨询热线:0571-56211150
咨询热线:0571-56211150








自由锻是采用简单的通用工具或锻造设备的上、下砧直接对坯料施加外力,使坯料产生变形而获得所需几何形状及内部质量的锻件加工方法,是大型锻件的主要生产方法。随着提高材料利用率、缩短产品周期、节能减排和提高锻件质量等方面要求的提高,自由锻向着越来越精确的方向发展,因此要求锻造工艺的设计人员根据实际情况,综合考虑锻造过程中每一个因素,设计出材料利用率高、火次少、操作简单、质量可靠的锻造工艺。
大型T形锻件截面,由于锻件长度是锻压设备锻造尺寸的数倍,因此需要多次局部成形才能最终得到合格的锻件。为了描述方便,将T形截面长度L较大的一端称为“大端”,T形长度L较小的一端称为“小端”。确定T形截面形状的尺寸共有四个,分别是大端长度L1,大端高度H1,小端长度L2,小端高度H2。不同的尺寸组合会使T形截面结构发生变化,而不同的比例和尺寸将导致不同的锻造成形方法。如L1=200mm、H1=100mm情况下,L2为50mm、100mm、150mm和H2为50mm、100mm、150mm九种不同的T形截面形状。
采用自由锻方法成形T形截面锻件的基本过程是:钢锭压钳口、倒棱、错底→镦粗、拔长成扁方→成形出T形截面锻件。T形截面锻件的成形以镦粗为主,锻造工艺方案选择的基本原则是:1)根据体积决定成形方式。选择大端和小端之中体积较大的一端来确定扁方尺寸,体积较小的部分作为主变形区域;2)根据比例决定成形方式。对于L1/L2较大的锻件,以小端为主变形区,反之则以大端为主变形区。对于H1/H2较大的锻件,以小端为主变形区,反之则以大端为主变形区;3)以下压量和扁方尺寸决定成形方式。以成形过程中下压量最少和成形过程中扁方不失稳为判断成形方式好坏的标准之一。
成形T形截面锻件的方法需要根据零件特点、现有工装等方面情况确定,下面就对可能使用的方法进行介绍并进行有限元分析,从而确定每种方法的可行性及适用范围。
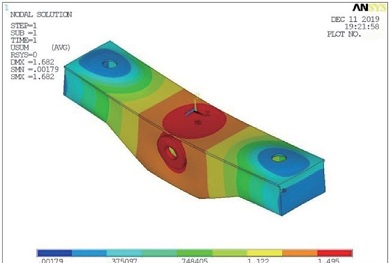
局部镦粗法是将扁方的高度与T形截面锻件大端长度L1一致,在锻造过程中,成形T形小端的金属放于成形设备上下砧之间进行局部镦粗成形,大端保持不动。从900mm×750mm扁方成形T形截面锻件的过程可以发现,T形小端在成形过程中高度H2增大,长度L2减少。由于成形过程中金属被挤出上下砧,因此T形大端高度H1在成形过程中增大。而T形大端的长度L1由于变形区金属流动的影响,从开始变形的750mm减小为730mm左右。采用该方法成形的T形截面锻件大端底部斜度较大,需修整后才能得到规则的锻件。该方法以T形大端确定扁方尺寸,T形小端为主变形区域,适于成形T形小端高度H2较大、长度L2较小的锻件,不适合成形T形大端长度L1较大的锻件。
设计与T形截面相同形状的下模,将宽度与T形小端长度L2一致的扁方放入下模中,采用平砧镦粗成形T形大端。值得注意的是,如果采用下模与上砧同宽的模具结构,在上砧下压过程中,扁方上部分金属会流向模具外侧而不是填充 T形截面大端,使得锻件在轴向上弯曲。这是由于金属流向锻件轴向的阻力远远小于填充T形大端的阻力,因此成形结果类似于拔长,而且通过增大扁方高度来提高T形大端填充性的效果也不理想。
专业从事有限元分析公司│有限元分析│CAE分析│FEA分析│技术服务与解决方案
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.nataid.com,转载请注明出处和相关链接!